 Hazet Mekanik Tork Açı Ölçerler
Hazet Mekanik Tork Açı Ölçerler
Hazet ürün proğramında iki farklı mekanik tork açı ölçer bulunur. Bu iki açı ölçerler yanlızca lokma giriş ölçüleriyle birbirinden farklıdır. 6690 modelinin lokma girişi (½)”yarım parmaktır. 660-1 modeli ise daha yüksek tork değerleri için tasarlandığından lokma gerişi ¾” dir. Mekanik tork açı plakaları maksimum 400 Nm lik tork kuvvetinin gerekli olduğu uygulamalarda kullanılır.
| Model |
Cırcır Girişi |
Lokma Girişi |
Ölçek |
Açı |
Plaka Çapı |
Tutucu Boyu |
Mıknatıs Özelliği |
| # |
inc |
inc |
° |
° |
mm |
mm |
** |
| 6690 |
½" |
½" |
1° |
360° |
90 |
450 |
Var |
| 6690-1 |
½" |
3/4" |
1° |
360° |
90 |
450 |
Var |
Açılı Torklama Prensibi
Bazı imalatçılar ürettikleri makinelerin montaj işlemlerinde tork değerine ek olarak bir de açılı sıkma işlemini de öngörebilirler. Bu durumda öngörülen tork değeri üzerine açılı sıkma işlemi devam eder. Örneğin uygulama şu şekilde olabilir. 90 Nm + 120° : Bu, saplamanın 90 Nm ye torklandıktan sonra somunun 120° daha sıkma yönünde döndürüleceği anlamına gelir. Bu ölçü somunun, tam turun üçte biri kadar daha döndürülmesi demektir. Örneğin motor silindir kapak civatalarının sıkılmasında açılı torklama önerilir.
Açılı Torklama Uygulama Şekli
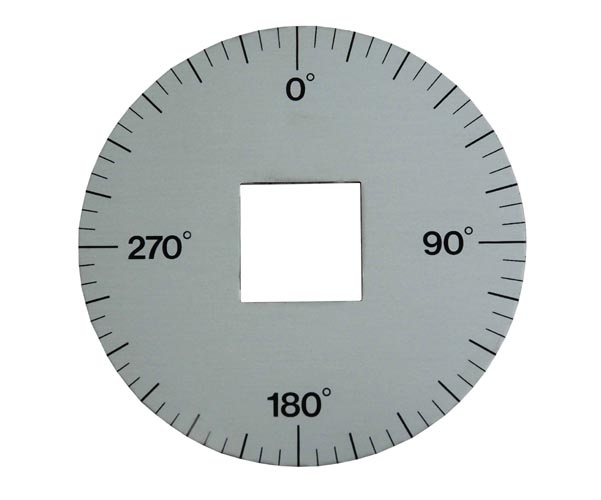
Tork açı plakası veya mıknatıslı açı ölçer açılı torklama işleminin en ekonomik yöntemidir. Uygulanmasında ise açı ölçer tork anahtarı ile lokma arasında konumlandırılır. Mıknatıslı uç herhangi bir metal zemine temas ettirilerek sabitlenmesi sağlanır. Torklama işlemi sürerken açı plakası da birlikte döner. İstenilen açı değerine ulaşıldığında torklama sonlanır. İşlem sırasında açı ölçerin başlangıç konumunun değişmemesi gerekir.
Elektronik Dijital Tork Anahtarıyla Açılı Torklama 
Açılı torklama işlemlerinde elektronik tork anahtarları en hassas ve en optimum çözümü sunar. HAZET dijital tork anahtarları tork değeri ile açılı torklamayı tek hamlede yapabilecek şekilde tasarlanmıştır. Hassas torklama işlemlerinde 7000 e-TAC serisi elektronik dijital tork anahtarı tercih edilebilir. Digital tork anahtarları ile 400 Nm ye kadar torklama yapılabilir. 2000 adet torklama işlemi kayıt altına alınabilir. Tork değeri ve açı işe başlamadan önce LCD ekrana girilir. Tork ve açılı torklama tek hamlede gerçekleşir.
 Açılı Torklama Neden Gerekli
Açılı Torklama Neden Gerekli
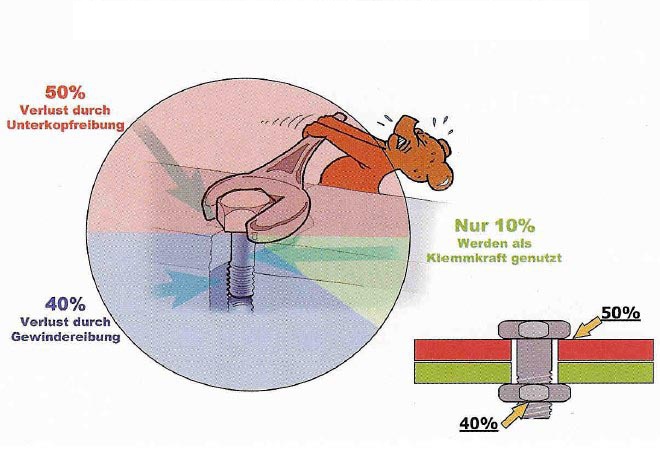
Vidalı birleştirme sistemlerinde iki parçanın birbirine birleştirilmesinde harcanan tork kuvvetinin büyük bir bölümü sürtünmeye harcanır.
Alttaki illustrasyonda görüldüğü gibi uygulanan tork kuvvetinin %50 si saplama kafasının, %40 somunun sürtünmesinde ziyan olur. Gerçek anlamda birleştirme/sıkma için kullanılan tork kuvveti uygulanan torkun yanlızca %10 dur.
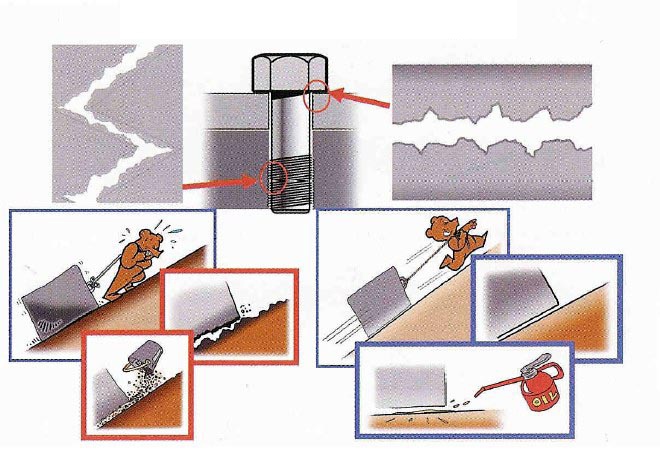
Sürtünme riskinin yüksek olduğu iyi işlenmemiş , çapaklı veya toz kaplanmış dişlerde uygulanan tork kuvvetine rağmen istenilen sağlam birleştirme gerçekleşmez. Sağlam birleştirme için gerekli olan tork kuvveti sürtünmeye gideceği hesaplandığından açılı torklama zorunlu hale gelir.. Açılı torklama sürtünme kuvvetinden etkilenmeden istenilen sağlam birleştirmeyi gerçekleştirir.
Yukarıda resimde görüldüğü üzere üç yuvadan birinde bulunan metal talaşları tork kuvvetine olumsuz etki yapacaktır. Civataya istenilen tork kuvveti uygulanacak ancak birleştirme/sıkma işlemi istenilen seviyede olmayacaktır. Bu riskleri bertaraf edebilmek amacıyla açılı torklama zorunlu hale gelir.
 Yüksek Değerlerde Açılı Torklama
Yüksek Değerlerde Açılı Torklama
Yüksek tork değerlerinde de açı plakaları kullanılabilir. Mekanik tork artırıcı, hidrolik tork anahtarı, elektrikli tork anahtarı veya havalı tork anahtarlarında da yüksek tork değelerinde de açılı torklamanın gerekli olduğu durumlar sözkonusudur. Burada da açı plakaları en ekonomik çözümdür. Açı plakaları 1” ve 1½” inç ölçülerinde kare sürücü girişlerine sahiptir. Uygulamasında ise açı plakası,ağır lokma ile tork makinesi arasına, yani kare sürücüye yerleştirilir. Torklama bu plakadaki açı değerlerine göre yapılır.
 |
 |
| Torklama işlemlerinde sürtünme oranları |
Mekanik sürtünme şekilleri ve enerji kaybı |




















